面铣刀刀柄 连接机床与铣刀的关键纽带

在机械加工领域,尤其是铣削加工中,面铣刀刀柄扮演着至关重要的角色。它作为连接数控机床主轴与面铣刀的关键接口部件,其性能直接影响到加工精度、效率以及刀具和机床的安全性。本文将围绕面铣刀刀柄的类型、核心生产技术、主要生产厂家以及市场价格因素展开介绍,以帮助用户更全面地了解这一关键附件。
一、面铣刀刀柄的核心作用与主要类型
面铣刀刀柄,通常指用于安装面铣刀的刀柄。其主要作用是将面铣刀精确、牢固地固定在机床主轴上,并传递切削扭矩和承受切削力。根据连接标准和应用场景的不同,面铣刀刀柄主要有以下几种类型:
- 标准刀柄类型:
- BT刀柄:日本标准,锥度为7:24,是亚洲地区最常用的类型之一。
- CAT刀柄(也称V-Flange):美国标准,同样为7:24锥度,在欧美及国内广泛应用。
- HSK刀柄:德国标准,采用1:10的空心短锥结构,具有更高的刚性和重复定位精度,特别适用于高速加工中心。
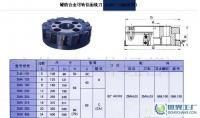
- 侧固式刀柄:通过侧面的螺钉直接锁紧铣刀杆,结构简单,刚性好,常用于粗加工和重切削。
- 专用面铣刀柄:一些厂家也生产专为大型面铣刀设计的刀柄,通常具有更大的法兰接触面和更强的锁紧机构,以确保在大切削量下的稳定性。
二、面铣刀刀柄的生产技术与质量关键
专业的生产厂家在制造刀柄时,会严格把控以下环节:
- 材料选择:通常采用优质合金钢(如40Cr、42CrMo等),并经过调质处理,以保证高强度和韧性。
- 精密加工:刀柄的锥面、端面、拉钉孔等关键部位需要超高精度的数控磨床加工,以确保与机床主轴的完美配合(接触面积通常要求>85%)和动平衡性能。
- 热处理与表面处理:通过渗氮、淬火等工艺提高表面硬度和耐磨性;部分刀柄还会进行涂层处理(如TiN涂层)以增强防锈和减摩性能。
- 动平衡校正:对于高速应用,刀柄必须进行严格的动平衡测试与校正,防止高速旋转时产生振动,影响加工质量和机床寿命。
三、主要生产厂家概览
面铣刀刀柄市场由国际知名品牌和国内优秀制造商共同构成:
- 国际品牌:如德国的雄克(SCHUNK)、翰默(HAIMER),日本的大昭和(BIG)、NT工具等。它们以极高的精度、卓越的可靠性和先进的技术(如热缩刀柄、液压刀柄)著称,但价格也相对较高。
- 国产品牌:国内涌现出许多优秀的专业刀柄制造商,例如上工、三韩、雷尼绍(部分代理)以及众多长三角、珠三角地区的专业厂家。国产刀柄在保证不错性能的具有显著的性价比优势,能满足大多数常规加工需求,市场份额不断扩大。
四、面铣刀刀柄的价格影响因素
面铣刀刀柄的价格差异很大,从几十元到数千元甚至上万元不等,主要受以下因素影响:
- 品牌与产地:国际一线品牌价格远高于国内品牌。
- 刀柄类型与精度等级:HSK刀柄通常比BT/CAT贵;高精度(如AA级)刀柄比普通精度(CT级)贵。
- 规格与尺寸:刀柄的锥度号(如BT40、BT50)、长度、夹持范围等直接影响价格。
- 技术与功能:具备特殊功能的刀柄,如侧固式、强力铣夹头、模块化式或带有内冷却通道的刀柄,价格更高。热缩刀柄和液压刀柄因技术复杂,也属于高端产品。
- 采购渠道与数量:从原厂或一级代理商处购买通常价格较稳定,批量采购能获得一定折扣。
价格区间参考:
国产标准BT40/CAT40侧固式刀柄:约100 - 300元人民币。
国产标准BT40弹簧夹头刀柄:约200 - 500元人民币。
进口品牌同等类型刀柄:价格可能是国产的2-5倍甚至更高。
高端HSK63A刀柄或热缩刀柄:进口品牌通常在2000元以上。
五、如何选择面铣刀刀柄
选择刀柄时,不应只关注价格,而应综合考虑:
- 匹配性:首先确保刀柄类型(BT/CAT/HSK)和锥度号与您的机床主轴完全匹配。
- 加工需求:根据加工材料、切削参数(尤其是转速)、精度要求和切削力大小,选择刚性、精度和动平衡等级合适的刀柄。粗加工可选侧固式,精加工宜选用高精度夹头或热缩刀柄。
- 性价比:在满足工艺要求的前提下,平衡预算与性能。对于大多数通用加工,国产优质刀柄是性价比很高的选择。
- 供应商服务:选择能提供技术支持和售后服务的可靠厂家或经销商。
面铣刀刀柄虽小,却是铣削加工系统的“枢纽”。投资一款质量可靠、与加工需求相匹配的刀柄,能有效提升加工质量、保护昂贵的主机和刀具,从长远看是降本增效的关键一环。
如若转载,请注明出处:http://www.nwcmpkj.com/product/20.html
更新时间:2026-06-19 09:26:06