工业制造的精密利刃 铣刀的多维解析
铣刀,作为现代机械加工特别是金属切削领域的核心刀具之一,其重要性不言而喻。它如同金属世界的雕刻师,在高速旋转中,以其锋利的刃口精确地切除工件材料,塑造出形状各异、精度要求极高的零件。从庞大的航空航天构件到精密的电子元件,从汽车发动机的复杂部件到日常用品的模具,铣刀的身影无处不在。
一、铣刀的基本构造与工作原理
铣刀本质上是一种多刃旋转刀具,其切削刃分布在圆柱面或端面上。工作时,它被安装在铣床、加工中心或数控机床上,由主轴驱动高速旋转。工件被固定在机床工作台上,按预定轨迹进给。铣刀的每一个齿在旋转中依次切入工件,通过挤压和剪切作用移除材料,形成所需的平面、沟槽、轮廓或型腔。与单点切削的车刀不同,铣刀的多齿设计实现了断续切削,这既提高了加工效率,也对刀具的材质、几何角度和动平衡提出了更高要求。
二、铣刀的主要类型与应用场景
铣刀家族庞大,种类繁多,以适应不同的加工需求。
- 按安装方式分类:
- 套装铣刀:具有安装孔,通过刀杆或心轴固定,常用于卧式铣床,加工较宽的平面。
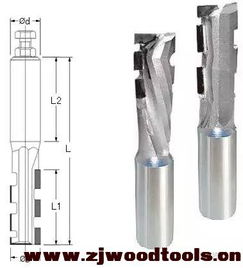
- 带柄铣刀:具有直柄或锥柄,直接或通过夹头安装在主轴锥孔中,是现代立式加工中心最常用的类型,灵活性极高。
- 按结构分类:
- 整体铣刀:刀体和切削部分由同一块材料(如高速钢或整体硬质合金)制成,刚性好,精度高,广泛用于精加工。
- 焊接式/机夹式铣刀:将硬质合金刀片通过焊接或机械夹固的方式安装在刀体上。刀体可重复使用,经济性高,尤其适用于粗加工和重型切削。
- 可转位铣刀:使用可转位刀片,当一条切削刃磨损后,可快速转位或更换新刀片,极大提升了加工效率和刀具管理便利性,是现代大批量生产的首选。
- 按功能与形状分类:
- 面铣刀:用于加工大平面,刀齿主要分布在端面,直径较大,切削效率高。
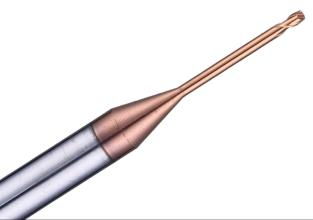
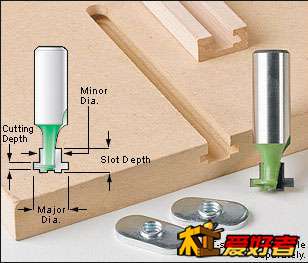
- 立铣刀:最通用的类型,刃齿分布在圆柱面和端面上,可用于铣削平面、台阶、沟槽及复杂轮廓。其中,球头立铣刀是加工三维曲面(如模具型腔)的关键工具。
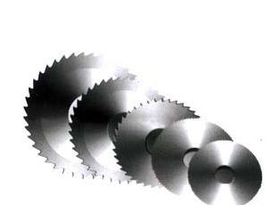
- 三面刃铣刀/锯片铣刀:侧壁也有切削刃,专门用于开槽和切断。
- 成形铣刀:切削刃形状与工件最终轮廓一致,用于批量加工特定形状,如齿轮铣刀。
三、铣刀材料的发展与选择
铣刀的性能很大程度上取决于其切削部分的材料。其演进史是一部追求更高硬度、耐磨性、红硬性(高温下保持硬度的能力)和韧性的历史。
- 高速钢(HSS):早期的代表,韧性好,可制造复杂形状刀具,但耐热性较差,多用于低速、轻载或形状复杂的铣刀。
- 硬质合金:当今的主流。由高硬度、高耐磨性的碳化钨颗粒与钴等金属粘结剂烧结而成。其硬度远高于高速钢,允许更高的切削速度和进给率,显著提升了加工效率。根据晶粒粗细和成分,又细分为多种牌号,以适应加工不同材料(如钢、铸铁、不锈钢、高温合金、有色金属等)的需求。
- 涂层技术:在硬质合金基体上,通过化学或物理气相沉积法涂覆一层(或多层)极薄的氮化钛(TiN)、氮铝钛(TiAlN)、金刚石(DLC)等超硬涂层。涂层能有效减少摩擦、降低切削热、提高抗氧化和抗磨损能力,使刀具寿命成倍延长。
- 超硬材料:包括陶瓷(氧化铝、氮化硅)、立方氮化硼(CBN)和聚晶金刚石(PCD)。它们具有极高的硬度和热稳定性,主要用于高速精加工淬硬钢、铸铁以及高硅铝合金等难加工材料。
四、铣削加工的核心挑战与优化策略
使用铣刀进行高效、精密加工并非易事,面临诸多挑战:
- 切削力与振动:断续切削易引发周期性冲击和振动,影响表面质量、加工精度并缩短刀具寿命。对策包括选择合理的齿数(密齿利于精加工,疏齿利于排屑粗加工)、采用不等齿距设计以打破谐振、以及优化切削参数(切深、进给、转速)。
- 排屑与散热:封闭区域的铣削(如型腔)排屑困难,切屑易划伤已加工表面或缠绕刀具。良好的容屑槽设计、高压冷却液的应用以及恰当的螺旋角选择,是改善排屑的关键。
- 刀具磨损与寿命管理:后刀面磨损、月牙洼磨损、崩刃是主要失效形式。通过匹配工件材料选择正确的刀具材质与涂层、采用适宜的冷却润滑方式、并借助传感器和数控系统进行刀具状态监控与寿命预测,是实现智能化生产、控制成本的重要环节。
###
铣刀,这一看似简单的工业部件,实则凝聚了材料科学、机械设计、切削力学和制造工艺的尖端智慧。随着数字化、智能化制造的深入推进,铣刀正朝着更加专用化、复合化、智能化的方向发展。自适应切削刀具、内置传感器的“智能刀具”或将出现,它们能实时感知切削状态并自动调整,将金属加工的精度与效率推向新的高峰。从本质上讲,铣刀的进化史,就是一部人类不断追求更高制造精度与效率的微观缩影。
如若转载,请注明出处:http://www.nwcmpkj.com/product/2.html
更新时间:2026-06-19 16:09:29